
Kontakt- und Stanzbiegeteile
Präzisionsstanzung in großen Serien – febana fertigt metallische Kontakte, Leadframes, Träger, Clips und Funktionselemente mit hoher Wiederholgenauigkeit, sauberer Kontur und stabiler Prozessqualität. Präzisionswerkzeuge, Schnellläufer-Pressen, gewachsenes Know-how in miniaturisierten Kontaktteilen und der eigene Werkzeugbau bilden die Grundlage.
-
Präzise Konturen
Stanzteile mit definierten Geometrien, Durchbrüchen, Kontaktflächen und Funktionsbereichen.
-
Hohe Stückzahlen
Ausgelegt für wirtschaftliche Serienfertigung mit gleichbleibender Qualität.
-
Metallische Funktion
Kontakte, Federbereiche, Trägerstrukturen oder leitfähige Komponenten.
-
Weiterverarbeitung
Stanzteile als Basis für Umformung, Montage, Hybridtechnik oder Umspritzung.
Wie aus Metallband ein präzises Funktionsteil wird
Bei der Stanztechnik werden flache Metallbänder oder Bleche mit präzisen Werkzeugen getrennt, gelocht, konturiert oder für weitere Arbeitsschritte vorbereitet. Entscheidend sind nicht nur Maschine und Werkzeug, sondern das Zusammenspiel aus Materialverhalten, Schnittgeometrie, Werkzeugspiel, Vorschub, Kantenqualität und späterer Weiterverarbeitung.
Bei febana läuft die Stanzfertigung auf Schnellläufer-Stanzautomaten mit 25 bis 100 Tonnen Presskraft. Stanzwerkzeuge entstehen inhouse — Konstruktion, Fertigung und Optimierung der Werkzeuge laufen in einer Hand mit der Stanzfertigung. Das verkürzt Iterationszyklen und sichert Werkzeuglebensdauer im Serienbetrieb.
Der Prozess ist schnell — aber jede Kante zählt.
Schon kleine Abweichungen bei Werkzeugspiel, Materiallage, Bandvorschub oder Schnittkraft können Maßhaltigkeit, Gratbildung, Kontaktqualität oder Folgeprozesse beeinflussen. Deshalb wird Stanztechnik immer vom späteren Einsatz des Metallteils her gedacht.
-
01Material zuführen
Metallband oder Blech wird kontrolliert in das Werkzeug geführt und für den nächsten Arbeitsschritt exakt positioniert.
-
02Schneiden & Lochen
Stempel und Matrize erzeugen Konturen, Durchbrüche, Aussparungen und technische Funktionsflächen.
-
03Prägen & Vorformen
Kontaktbereiche, Biegezonen, Positionierflächen oder technische Details werden für spätere Funktionen vorbereitet.
-
04Prüfen & weiterverarbeiten
Maße, Schnittkanten, Teilelage und Oberflächen werden bewertet und für Umformung, Montage oder Hybridtechnik abgesichert.
Komplexe Stanzteile in einem Maschinendurchlauf
Wo einfache Einzelstation-Werkzeuge an ihre Grenzen kommen, beginnen Folgeverbundwerkzeuge: mehrere Bearbeitungsstationen — Schneiden, Lochen, Prägen, Biegen, Trennen — in einem einzigen Werkzeug, durchlaufen vom Metallband Schritt für Schritt.
Mehrstufiger Aufbau
Jede Station erfüllt eine definierte Aufgabe — vom ersten Schnitt bis zum fertigen Teil entsteht das Bauteil schrittweise im Bandverlauf.
Konstante Lagebeziehung
Weil das Werkstück das Werkzeug nicht verlässt, bleiben alle Geometrien zueinander präzise positioniert — auch über große Stückzahlen.
Wirtschaftlich in Serie
Eine Maschine, ein Werkzeug, ein Durchlauf — die Folgeverbund-Logik ist der Standard für hohe Stückzahlen mit komplexen Stanz-Biege-Teilen.
Inhouse konstruiert
Folgeverbundwerkzeuge entstehen in unserem eigenen Werkzeugbau. Auslegung, Bau und Optimierung laufen direkt mit der Stanzfertigung Hand in Hand.
Drei Hebel: Werkzeug, Material, Funktion
Werkzeug
Die Präzision entsteht im Stanzwerkzeug.
Stempel, Matrize, Führung, Niederhalter, Werkzeugspiel und Vorschub bestimmen, wie sauber ein Metallteil getrennt oder konturiert wird. Besonders bei kleinen Kontakten, Clips oder Trägerteilen entscheidet das Werkzeug über Maßhaltigkeit, Kantenqualität und Serienfähigkeit.
Material
Werkstoff und Bandrichtung beeinflussen das Ergebnis.
Materialdicke, Festigkeit, Federverhalten, Oberflächenzustand und Walzrichtung beeinflussen Schnittbild, Rückfederung, Belastbarkeit und spätere Funktion. Typische Werkstoffe: Stahl, Edelstahl, Kupferlegierungen, Messing, Federstahl, Aluminium — auf Wunsch beschichtet.
Funktion
Stanzteile sind oft funktionale Schnittstellen.
Metallische Kontakte, Federbereiche, Abschirmungen, Träger oder Clips übernehmen im späteren Produkt elektrische, mechanische oder strukturelle Aufgaben. Die Geometrie muss deshalb nicht nur produzierbar, sondern auch funktionssicher sein.
Stellgrößen für Serienqualität
-
Schnittkante
Glattschnittanteil, Bruchzone und Gratbildung beeinflussen Montage, Kontaktverhalten und Folgeprozesse.
-
Werkzeugspiel
Der Abstand zwischen Stempel und Matrize wirkt sich direkt auf Schnittqualität, Kraftbedarf und Verschleiß aus.
-
Bandvorschub
Eine stabile Vorschublogik sorgt dafür, dass Konturen und Lochbilder über viele Zyklen exakt bleiben.
-
Serienqualität
Für hohe Stückzahlen zählt, dass jedes Teil mit gleicher Kontur, Lage und Funktion reproduzierbar entsteht.
Typische Produkte
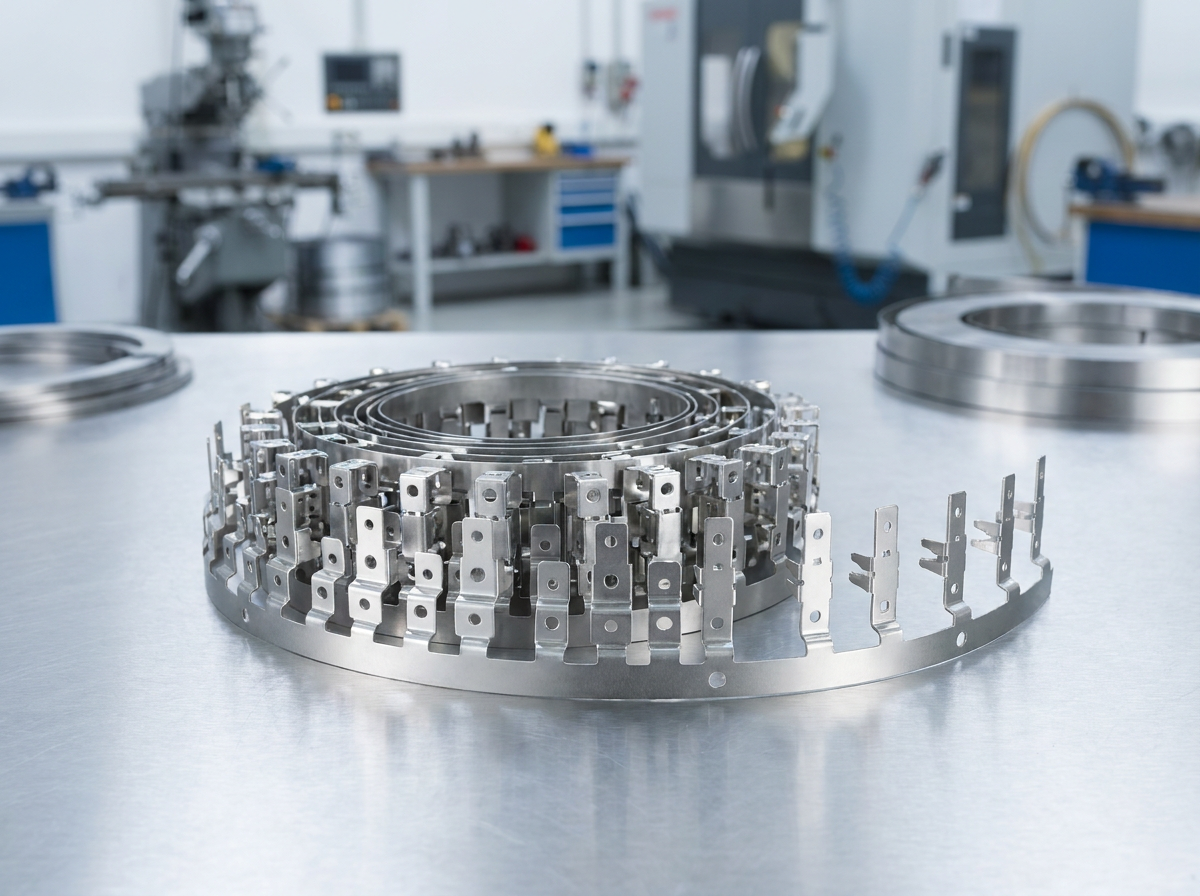
Miniaturisierte Kontaktteile
Hochpräzise Kontaktelemente für Steckverbinder, Sensorik und elektromechanische Baugruppen — gefertigt in großen Serien, häufig mit definierten Beschichtungen.
Leadframes
Trägerstrukturen für elektronische Bauteile mit feinen Geometrien und enger Lagebeziehung — eine der febana-Spezialitäten in der Stanztechnik.
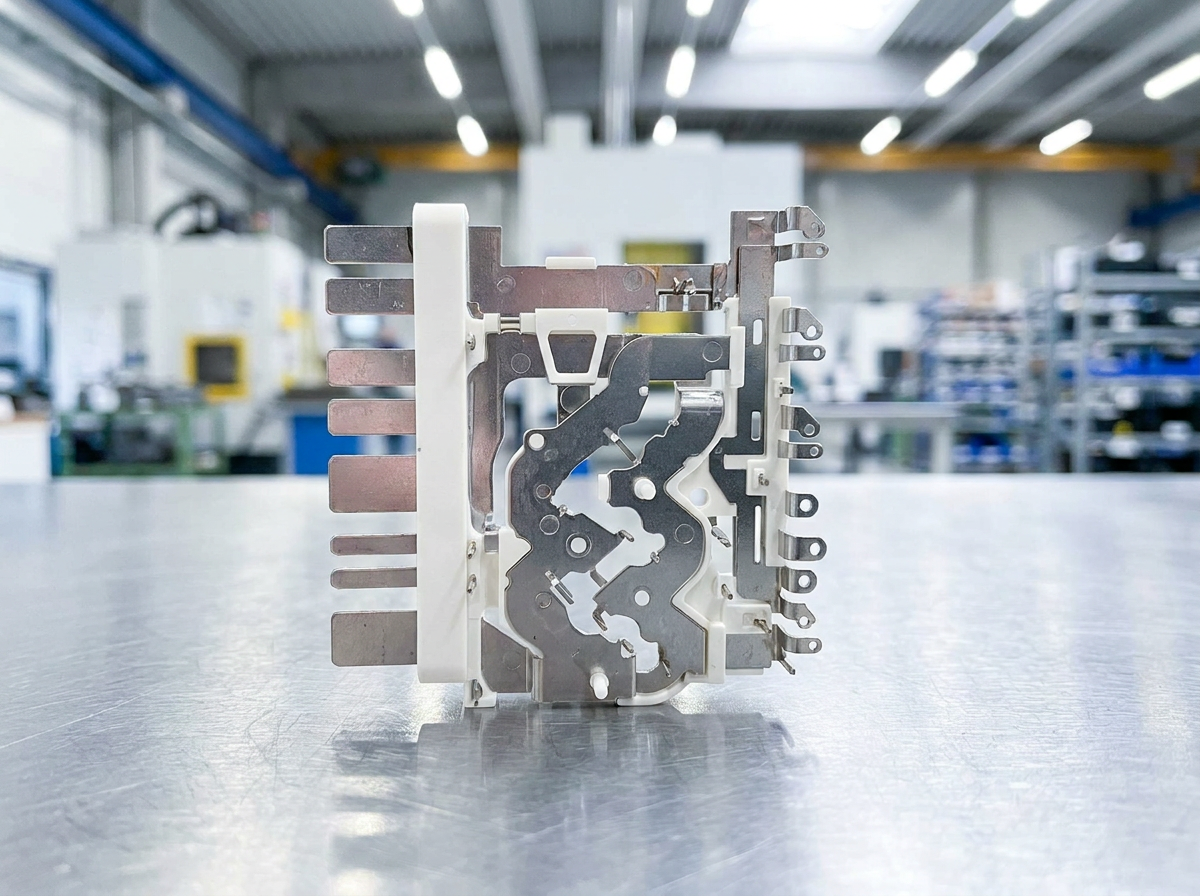
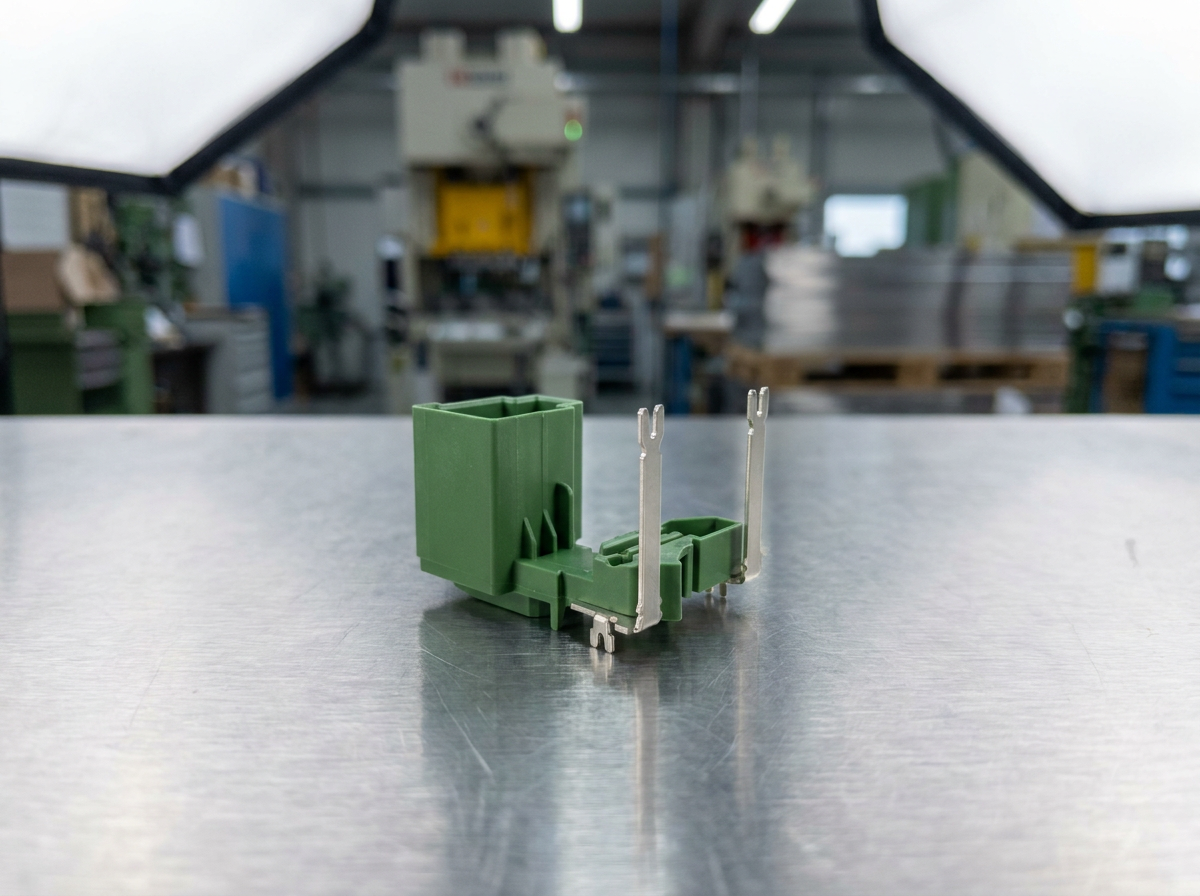
Stanz-Biege-Teile als Vorprodukt
Stanzteile, die direkt in Spritzgießwerkzeuge eingelegt und umspritzt werden — die enge Verzahnung mit der eigenen Kunststofftechnik macht hybride Bauteile wirtschaftlich.

Träger, Clips, Federelemente
Federkontakte, Rastelemente, Halterungen und Trägerbleche für Hausgeräte, Funktechnik, Industrie- und Automotive-Anwendungen.
Maschinenpark & Kapazität

Schnellläufer-Stanzautomaten
Presskraft 25 bis 100 Tonnen — ausgelegt für die Massenfertigung kleiner und mittlerer Stanzteile in großen Stückzahlen.

Traditionelle Stanzmaschinen
Ergänzen den automatisierten Park für Sonderaufträge, Klein- und Musterserien sowie spezielle Geometrien.

Inhouse-Werkzeugbau
Stanz-, Folgeverbund- und Umformwerkzeuge entstehen direkt im Haus — schnelle Iteration, kurze Wartungszeiten, volle Kontrolle.
Stanztechnik macht Metallteile präzise, schnell und serienfähig.
Stanztechnik ist besonders sinnvoll, wenn metallische Funktionsteile in hoher Stückzahl gefertigt werden müssen. Entscheidend sind Werkzeugpräzision, Materialverhalten, Schnittqualität und eine stabile Prozessführung — damit Kontakte, Clips, Träger oder Funktionselemente wiederholgenau entstehen.
Präzise Kontur
Geometrien, Durchbrüche und Funktionsflächen entstehen direkt im Werkzeug.
Hohe Stückzahlen
Der Prozess ist auf schnelle Takte, stabile Wiederholung und wirtschaftliche Serien ausgelegt.
Weiterverarbeitbar
Stanzteile bilden oft die Grundlage für Umformung, Montage, Hybridtechnik oder Umspritzung.